
1 刀具长度补偿(G43,G44,G49)
使用G43(G44)H__;指令可以将Z轴运动的终点向正或负向偏移一段距离,这段距离等于H指令的补偿号中存储的补偿值。G43或G44是模态指令,H__指定的补偿号也是模态的使用这条指令,编程人员在编写加工程序时就可以不必考虑刀具的长度而只需考虑刀尖的位置即可。刀具磨损或损坏后更换新的刀具时也不需要更改加工程序,可以直接修改刀具补偿值。
G43指令为刀具长度补偿+,也就是说Z轴到达的实际位置为指令值与补偿值相加的位置;G44指令为刀具长度补偿-,也就是说Z轴到达的实际位置为指令值减去补偿值的位置。H的取值范围为00~200。H00意味着取消刀具长度补偿值。取消刀具长度补偿的另一种方法是使用指令G49。NC执行到G49指令或H00时,立即取消刀具长度补偿,并使Z轴运动到不加补偿值的指令位置。
补偿值的取值范围是-999.999~999.999毫米或-99.9999~99.9999英寸。
2 刀具半径补偿
当使用加工中心机床进行内、外轮廓的铣削时,我们希望能够以轮廓的形状作为我们的编程轨迹,这时,刀具中心的轨迹应该是这样的:能够使刀具中心在编程轨迹的法线方向上距离编程轨迹的距离始终等于刀具的半径。在本机床上,这样的功能可以由G41或G42指令来实现。
格式:G41(G42)H__;
2.1 补偿向量
补偿向量是一个二维的向量,由它来确定进行刀具半径补偿时,实际位置和编程位置之间的偏移距离和方向。补偿向量的模即实际位置和补偿位置之间的距离始终等于指定补偿号中存储的补偿值,补偿向量的方向始终为编程轨迹的法线方向。该编程向量由NC系统根据编程轨迹和补偿值计算得出,并由此控制刀具(X、Y轴)的运动完成补偿过程。
2.2 补偿值
在G41或G42指令中,地址H指定了一个补偿号,每个补偿号对应一个补偿值。补偿号的取值范围为0~200,这些补偿号由长度补偿和半径补偿共用。和长度补偿一样,H00意味着取消半径补偿。补偿值的取值范围和长度补偿相同。
2.3 平面选择
刀具半径补偿只能在被G17、G18或G19选择的平面上进行,在刀具半径补偿的模态下,不能改变平面的选择,否则出现P/S37报警。
2.4 G40、G41和G42
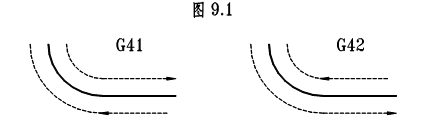
G40用于取消刀具半径补偿模态,G41为左向刀具半径补偿,G42为右向刀具半径补偿。在这里所说的左和右是指沿刀具运动方向而言的。G41和G42的区别请参考图9.1。

2.5 使用刀具半径补偿的注意事项
在指令了刀具半径补偿模态及非零的补偿值后,第一个在补偿平面中产生运动的程序段为刀具半径补偿开始的程序段,在该程序段中,不允许出现圆弧插补指令,否则NC会给出P/S34号报警。在刀具半径补偿开始的程序段中,补偿值从零均匀变化到给定的值,同样的情况出现在刀具半径补偿被取消的程序段中,即补偿值从给定值均匀变化到零,所以在这两个程序段中,刀具不应接触到工件。
原创文章,作者:智造研习社,如若转载,请注明出处:https://www.sfqosk.com/index.php/2024/11/30/156/